マクロプログラムのエキスパート
リスナーエンジニアリングはCNCカスタムマクロプログラムのエキスパートです。 自動計測サイクル(ワーク計測、工具計測)、5軸加工支援サイクル、文字彫刻サイクルなどご要望に合わせて制作します。
- 5軸機の心出し(芯出し)計測・精度向上
5軸加工機の心出し(芯出し)・誤差補正は面倒で難しい、精度を確保したいという方へ
- NEW!導入事例マシニングセンタのサーボ調整を実施|高速高精度パラメータの調整で加工時間が半減(インドネシア)
- NEW!導入事例ボール計測システムを導入|5軸テーブルの旋回中心計測が容易に(茨城県)
- 導入事例5軸NCルータの心出し調整|劣化した5軸加工精度が向上(兵庫県)
- 導入事例5軸補正システムを導入|5軸加工精度を向上・金型製作の納期を短縮(沖縄県)
- 導入事例5軸補正システムを導入|初品完成までの工数を短縮(大阪府)
- 導入事例初品の不良が大幅に減少|精度不良の機械でも稼働が可能に(滋賀県)
- 導入事例5軸複合加工機での段取り工数を大幅に削減(長野県)
- 基準球・基準ボールをお探しの方
5軸テーブルの精度測定等に利用できる基準球(基準ボール)です。
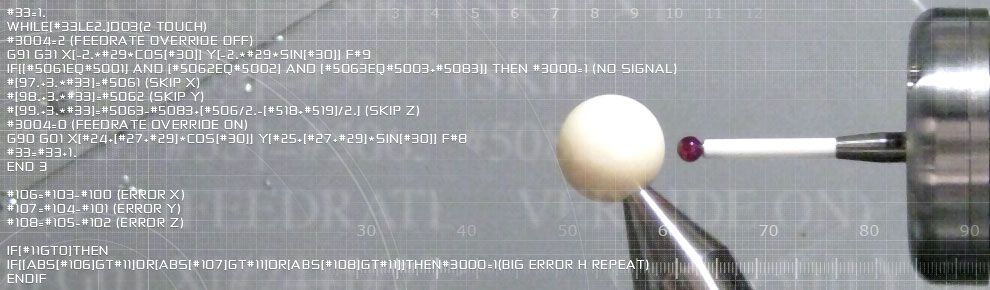
- 基準球・基準ボールを用いた旋回中心計測手順
テーブル回転形の傾斜軸を持つ機械で、X軸回りの回転軸A軸の旋回中心座標(Y0, Z0)を求める手順です。
- 新聞記事紹介
中部経済新聞(2010年1月7日)に掲載されました
- 精度チェックプログラム
基準ボールとテストインジケータを使って、同時5軸運動の動的精度をご自身で簡単にチェックするマクロプログラムをご紹介しています。
- 傾斜プローブ計測(斜め穴計測)
門型5軸機で側面や斜め穴の計測が可能。タッチプローブの姿勢を変えても高精度な計測ができます。
- カスタムマクロの活用事例
旋回軸中心計測と旋回軸オフセット/文字彫刻/
SEICOSのプログラムをMAPPSで実行/機械変位補正/多種ワーク混合生産/
簡易ワーク計測・簡易工具計測/計測サイクル/ワークローダ - 加工時間の短縮事例
無駄動作の削減で生産性を7%向上
- プロフィールリスナーエンジニアリングについて
- お問い合わせ
 基準球・基準ボールをお探しの方
基準球・基準ボールをお探しの方 5軸機の心出し計測・精度向上
5軸機の心出し計測・精度向上